
欢迎来到济南派沃工程机械有限公司官方网站!


06
2021
-
07
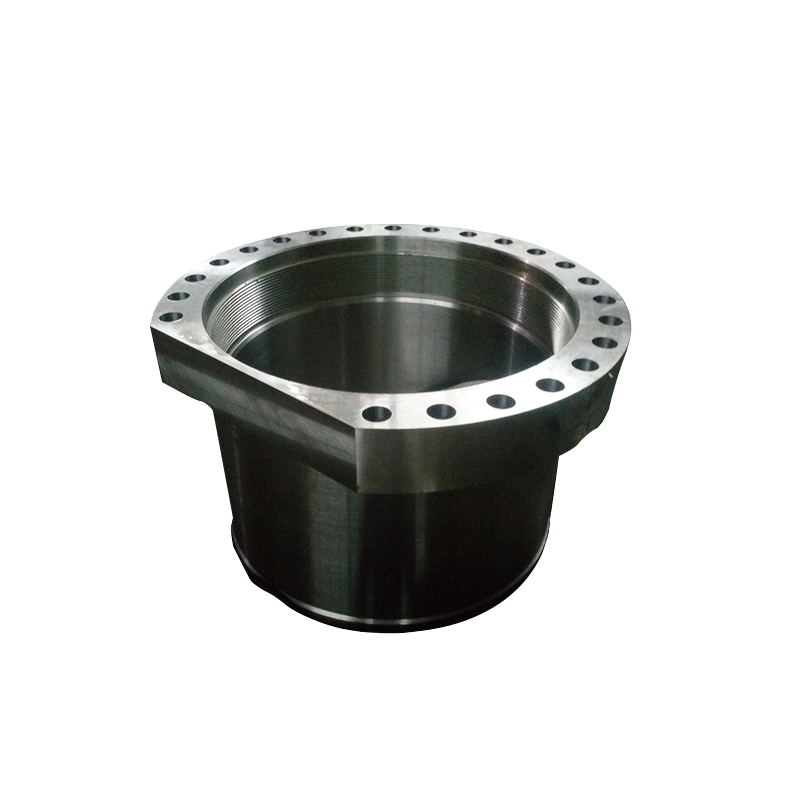
对风电法兰的单道及多层焊接
作者:
由于对焊风电法兰倒焊时人处于不自然的位置,难以稳定操作。 同时,沉重的焊枪和电缆必须起吊,增加了操作难度。 另外,在仰焊时,熔池中的铁水容易下垂,容易形成凸焊道,严重时会造成铁水流动。 因此,应严格控制焊接参数,以获得良好的焊缝成形
对焊风电法兰单道仰焊
薄对焊风电法兰通常焊接在一侧。 为了能够穿透,对焊风电法兰应留有1.4~1.6mm的间隙。
短路转移焊使用细焊丝(直径0.8~1.2mm),焊接电流120~130A,电弧电压18~19V
操作焊枪时,对准坡口中心,类似正确的焊接方法
此时应呈直线或小幅摆动,靠电弧力和表面张力的作用保持熔池。 焊接速度过慢时,熔池金属下垂,焊道表面出现凹凸不平。 严重时,熔池金属丢失。 因此,焊接时要时刻注意熔池状态,及时调整焊接速度和摆动方式。 割炬角度过大,会造成凸焊道和咬边
对焊风电法兰多层仰焊
当对焊风电法兰较厚时,需要多层焊接。 无垫板时,第一层焊道类似于单面焊。 有垫板时,对焊法兰之间应有一定间隙,电流可稍大,但仍为短路过渡
此时焊接电流130~140A,弧压19~20V
操作时,焊枪应对准坡口中心,并以正确的焊接方法匀速移动
此时必须注意垫板与坡口根部应充分熔透,不得出现凸焊道。 为此,应采用小摆动,并在焊道两侧停留一段时间,以获得表面光滑的焊道,为后续修补焊道创造良好条件。
第二层和第三层采用均匀摆动焊枪的形式焊接,但前一层与坡口面的界面应保持较短,以保证足够的熔深和防止咬边。
此时使用的焊接参数为焊接电流120~130A,电弧电压18~19V
第4层以后,由于焊缝宽度过大,摆动过大,容易出现焊不完全和气孔。 因此,最好采用图3所示的焊接方法,即从第四层开始,每层焊两道。
这两条焊缝的第一道焊缝不宜过宽,否则会造成焊道下垂,第二道焊留下的坡口过窄,容易造成第二道焊道形成不完整凸焊缝。 所以第一道焊道跳过中心,第二道焊道应与第一道焊道重叠
对焊风电法兰盖的焊道为改良焊道,应美观。
首先确保上层覆盖焊道表面平整,使焊道与对焊法兰表面的距离在1~2mm左右。
对焊风电法兰盖的焊道也分两道完成; 焊接两道焊缝时,在弧形坡口两侧留一点点,以防咬边和补强不足。 焊接第二道时,注意与第一道均匀重叠,防止焊道高宽不均。
此时对焊风电法兰使用的焊接参数比较少,焊接电流120~130A,电弧电压18~19V。
上一页
上一页




页面版权所有:济南派沃工程机械有限公司 鲁ICP备16007896号-1 网站建设:中企动力 济南